

ShopMaster CNC Plasma

An industrial CNC plasma table for shops bringing metal cutting in-house without overspending.
Sidekick CNC Plasma

A production-ready CNC plasma cutter built for repeatable cuts, faster throughput, and entry-level investment.
Tube Cutter (TC) Series
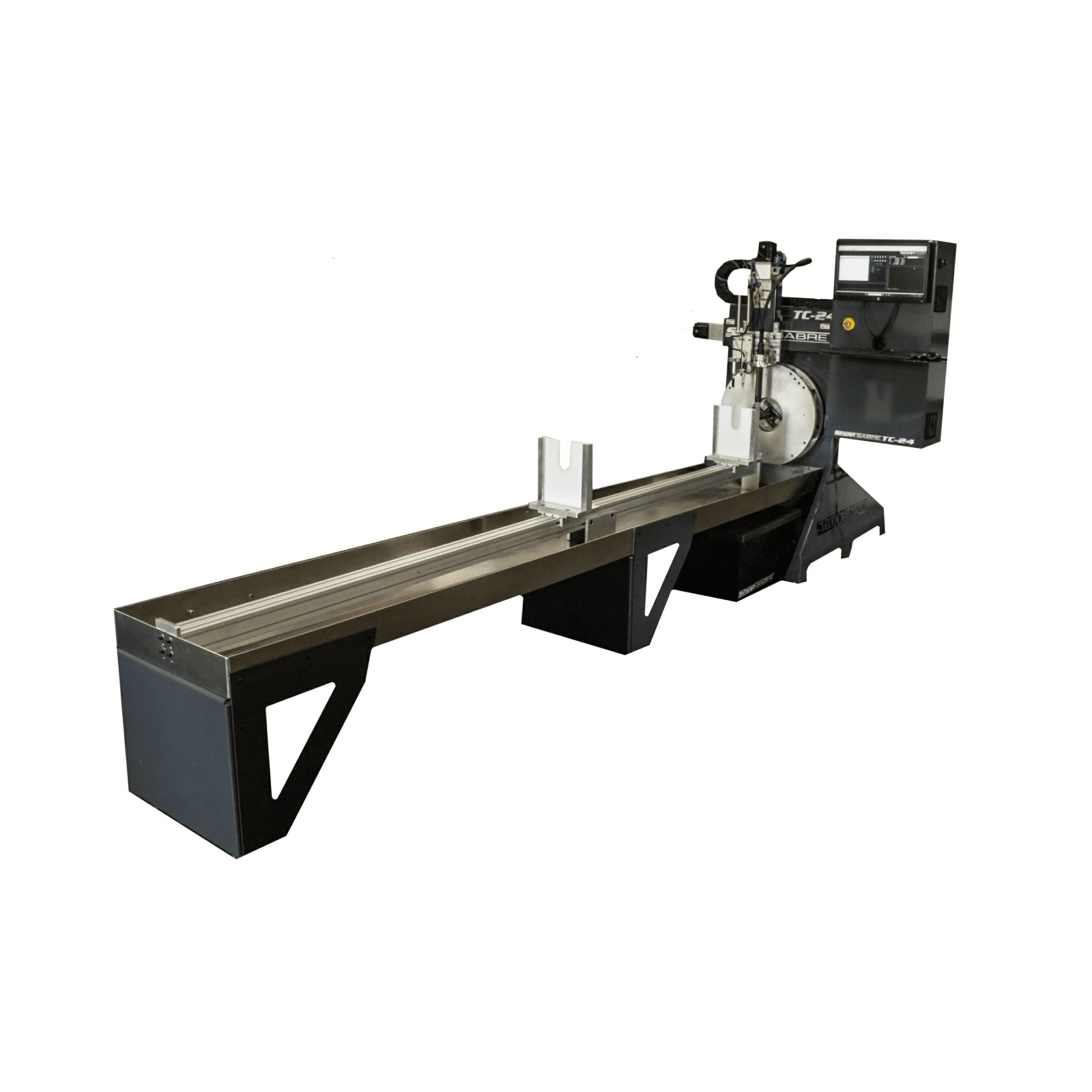
Cut mild steel, stainless, aluminum, brass, and copper pipe or tube with a purpose-built CNC tube cutter.
CNC PLASMA FAQ'S
What types of material can I cut with my CNC Plasma table?
Where are your CNC Plasma tables made?
How can you offer such great quality for such a low price compared to competitors?
What is included in your lifetime tech support?
What do I do if my machine stops working?
How do I know your machines are as good as you say they are?
What if I have never used a CNC machine before, will I be able to figure it out?
Why is steel construction important?
What liquid goes in a plasma table?
Is a plasma table worth it?
What metals cannot be cut with a plasma cutter?